| 关于桥梁钢可焊性的几点思考? |
| 发布时间:2020-03-02 16:25:43 | 浏览次数: |
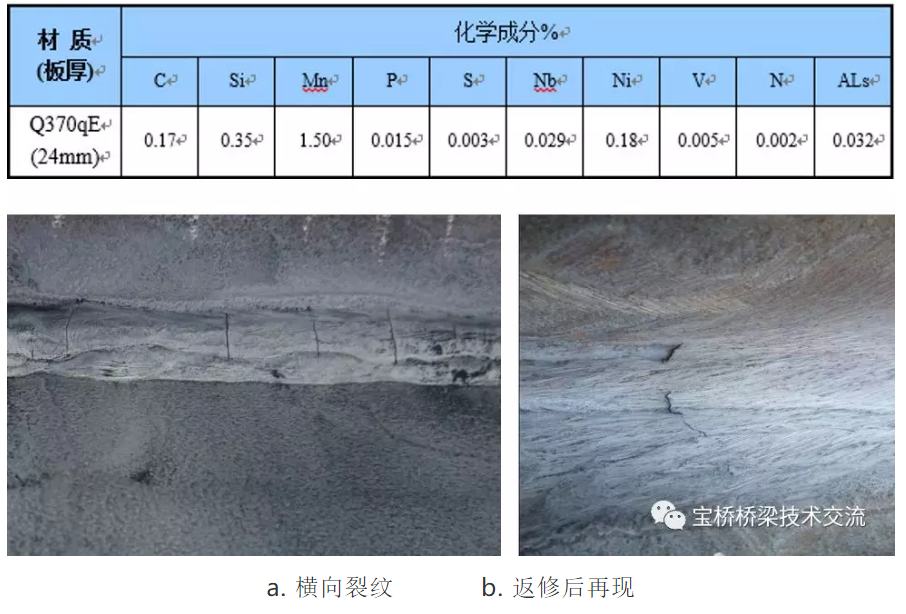
摘要: 桥梁钢作为钢桥的主体材料对钢桥的安全及耐久性至关重要,目前,一些设计者对桥梁钢的供货状态要求认识不足,提出不合理的供货状态要求,还有个别钢厂在桥梁钢生产方面技术不成熟,给下游钢桥制造企业焊接加工带来较大的施工难度。本文从桥梁钢加工制造的角度,针对钢桥生产中遇到的可焊性问题进行阐述并举例说明,期望能够引起各方关注。 关键词:桥梁钢;可焊性;思考 0 前言 纵观世界桥梁建设史,上世纪70年代前要看欧美,90年代看日本,而到了21世纪则要看中国。如今,“中国桥梁”已经成了中国的一张靓丽的名片及彰显综合国力的象征。然而,在相当多的钢桥制造过程中遇到了一些桥梁钢的加工难题,其中,首当其冲的就是桥梁钢的可焊性问题,也是困扰桥梁焊接工程师多年的难题。 提及钢的可焊性,工程师们大多想到的是钢在焊接加工过程中的裂纹敏感程度及焊接接头的淬硬倾向,笔者认为这仅仅是对钢可焊性的片面评价,要获得质量高、可靠性强的焊接接头,要从以下三方面全面考核钢的可焊性。一是钢板冷裂敏感度;二是钢板板芯偏析层对焊接加工的影响;三是供货状态对焊接接头力学性能的影响。 1 桥梁钢可焊性的影响因素 钢铁行业内常讲“成分、工艺决定组织,组织决定性能”,也就是桥梁钢供货状态将决定钢板的成分设计及轧制工艺。然而,化学成分设计不合理会直接导致钢板冷裂倾向增大,钢板成分偏析严重及焊接热输入范围狭窄等问题。因此,钢板的化学成分、供货状态是影响桥梁钢可焊性的重要因素。 2 化学成分对钢可焊性的影响 2.1 焊接冷裂敏感度 评判桥梁结构钢的冷裂敏感度可用碳当量CEV或冷裂敏感指数Pcm进行初步判定。某些钢厂为了降低生产成本,碳含量取上限,并减少合金元素的含量,虽然成分和常规力学性能检验全部满足要求,但在实际生产中仍然会出现问题。 国内某钢桁梁项目弦杆使用Q370qE钢板,正火状态交货,其化学成分如表1所示。生产过程中该项目弦杆顶板24mm的加劲肋及16mm的桥面横梁接头板角焊缝上出现了批量横向裂纹,该裂纹起裂于焊缝与板材交界处(热影响区),直至贯穿焊缝,形成横向裂纹,一些裂纹需经3~4次返修,返修过程中裂纹呈现出多发性、再现性的特点,如图1所示。 表1 某项目正火Q370qE钢化学成分
图1 角焊缝焊缝横向裂纹
经过分析,该项目所使用钢板Q370qE正火状态钢板,化学成分中C含量为0.17%,采用碳当量公式:CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15,计算钢板碳当量为0.42,低于标准规定0.43的要求,分析认为该钢板化学成分虽满足标准要求,但碳当量明显偏上限,钢板淬硬倾向稍大;另外,该项目弦杆焊接施工刚好在南方春节前后,天气阴冷、潮湿,焊接接头冷速较快,在焊接收缩应力的作用下,裂纹起裂于焊缝热影响区的脆硬组织并逐步扩展延伸。 2.2 钢板成分偏析的危害 根据钢板轧坯连铸原理,轧坯外表面是最先冷却凝固的,这样就在铸坯芯部形成非金属夹杂物层,也就是成分偏析层,在后期钢板轧制过程中,该非金属夹杂物层始终存在于钢板板芯,如图2、图3。 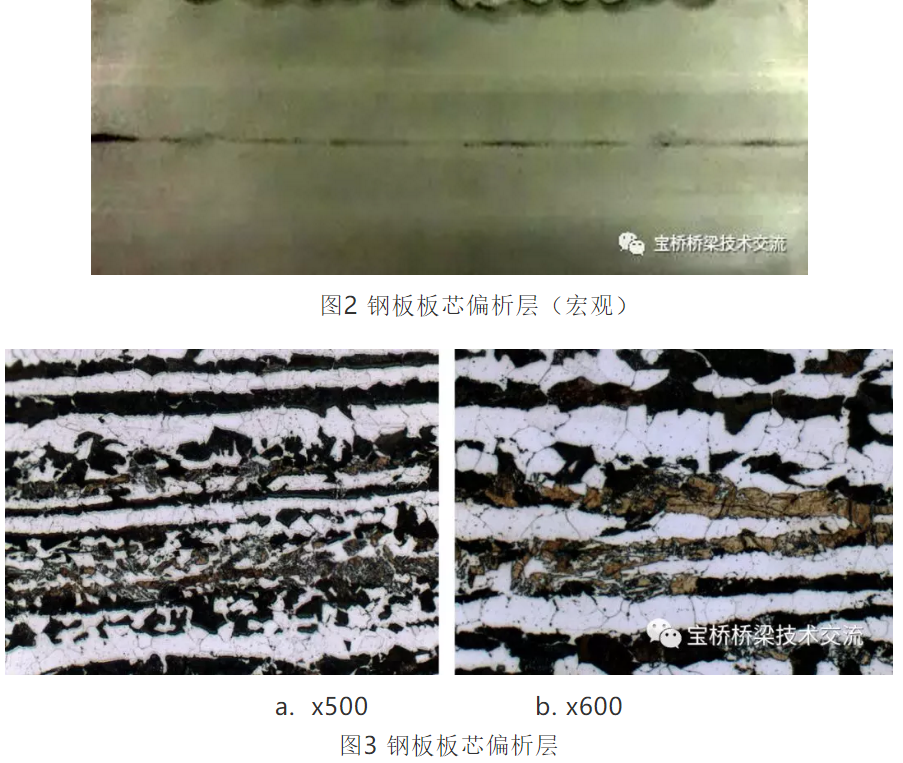
钢的成分中C、Mn、P、S都是易偏析元素,这些元素含量越高,板芯成分偏析越严重,钢的焊接加工能力不足,可焊性越差。由于板芯偏析对于桥梁钢来说不可避免,但偏析较为严重的将改变钢板的厚度方向性能,对其后期焊接加工性能影响甚大。 2.2.1 影响项目钢材进场验收 国内某项目使用材质为Q370qE钢板,钢板进场后进行常规超声波抽检探伤及超声波测厚仪进行板厚测厚,发现钢板板厚1/2处存在片带状不连续缺陷,严重的超声波测厚仪测厚读数仅为钢板实际厚度的一半,检测结果表明钢板厚度方向缺陷分级低于GB/T2970中的Ⅱ级要求,最后判定板芯偏析导致分层而不合格,进场钢板降级用作工装,严重影响项目进展。
2.2.2 影响对接接头的焊接质量 国内某项目钢板材质为Q345qD,钢板进场超声波检验合格,对接焊后进行焊缝及热影响区超声波检测发现,缺陷深度存在于板厚1/2处,也就是偏析层,横向位置位于焊缝中心两侧,返修后焊接缺陷深度并未发生变化,由于返修造成焊缝宽度变宽,缺陷横向位置向两侧发生了移动,再次返修检测依然如此。因此,判定该缺陷不具备可修复性,钢板不具备可焊性。 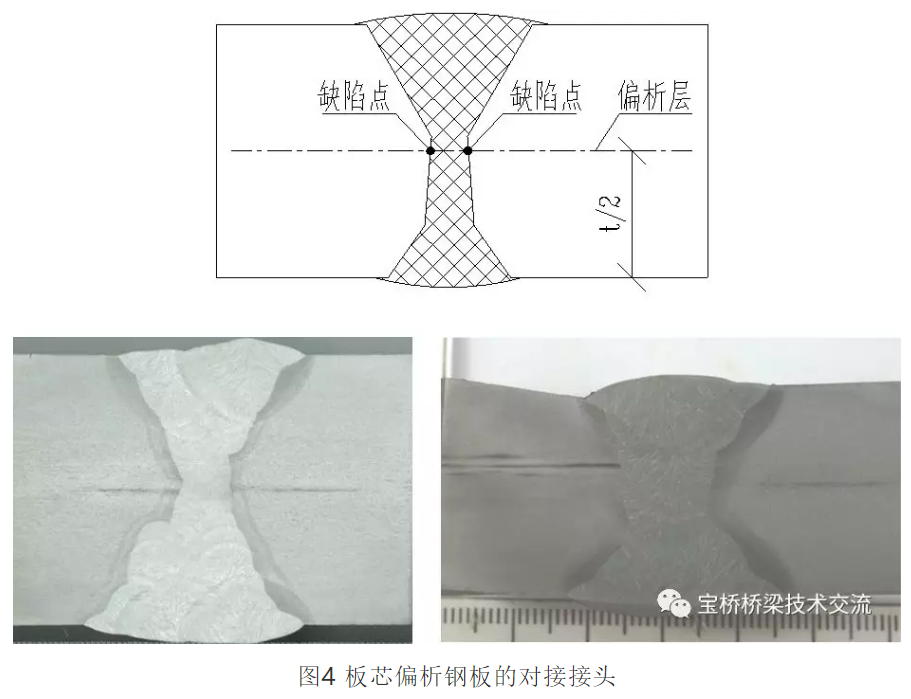
2.2.3 影响T型焊接接头焊接质量 某钢桁梁箱型杆件隅角全熔透接头,钢板材质Q370qD,板厚36-50mm,如图5a所示。为防止厚板层状撕裂,腹板与盖板两侧均加工坡口,焊接后缺陷位置如图5b所示。 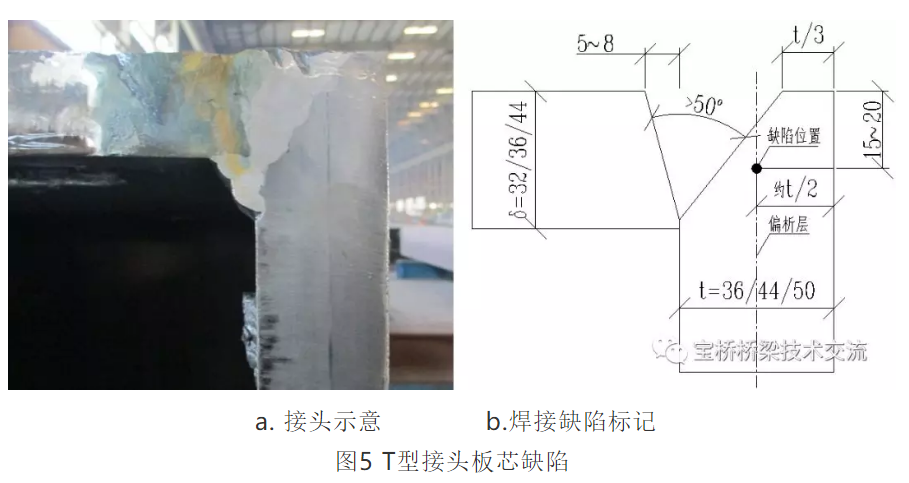
因此,该类受力方式的钢板须采用低碳超低杂质元素含量的钢板材料,优先选择具有厚度方向性能的钢板(也称Z向钢),并在焊接过程中采取适当工艺措施以保证其焊接质量。 3 供货状态对钢可焊性的影响 3.1对焊后力学性能的影响 桥梁钢的供货状态有热轧、控轧、正火或热机械轧制(TMCP)等种类,以常用的Q370qE为例,在桥梁设计时多数设计院参考旧的《铁路桥梁钢结构设计规范》(TB10002.2-2005)附录A的要求的正火状态供货,新规范则没有限定供货状态。Q370qE钢板可正火状态供货也可TMCP状态供货,《桥梁用结构钢》(GB/T714-2015)根据供货状态不同分别要求钢板化学成分。如,国内某两个项目Q370qE钢板化学成分对比,见表2。 表2 Q370qE钢板化学成分对比
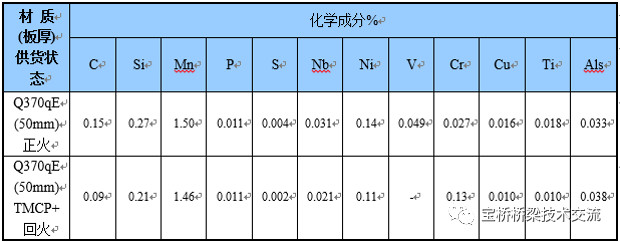
由于钢板正火热处理后晶粒长大(图7),强度损失较多,因此其成分中C、Mn及合金元素含量较高。而TMCP钢板轧制过程中使用强制快冷工艺,钢板组织细致(图8),利用的是细晶强化机理,C、Mn及合金元素含量较低。钢板强化机理不同决定了两种供货状态不同的化学成分设计,其中,碳含量和碳当量将会影响钢板的可焊性。 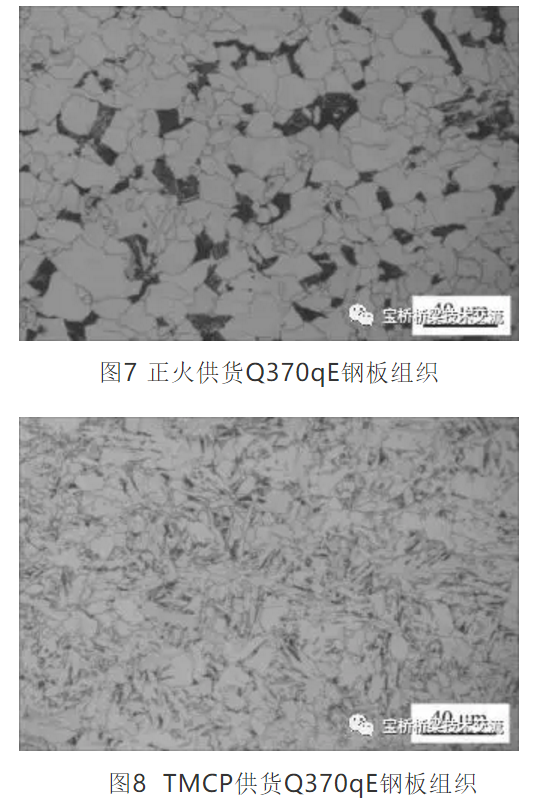
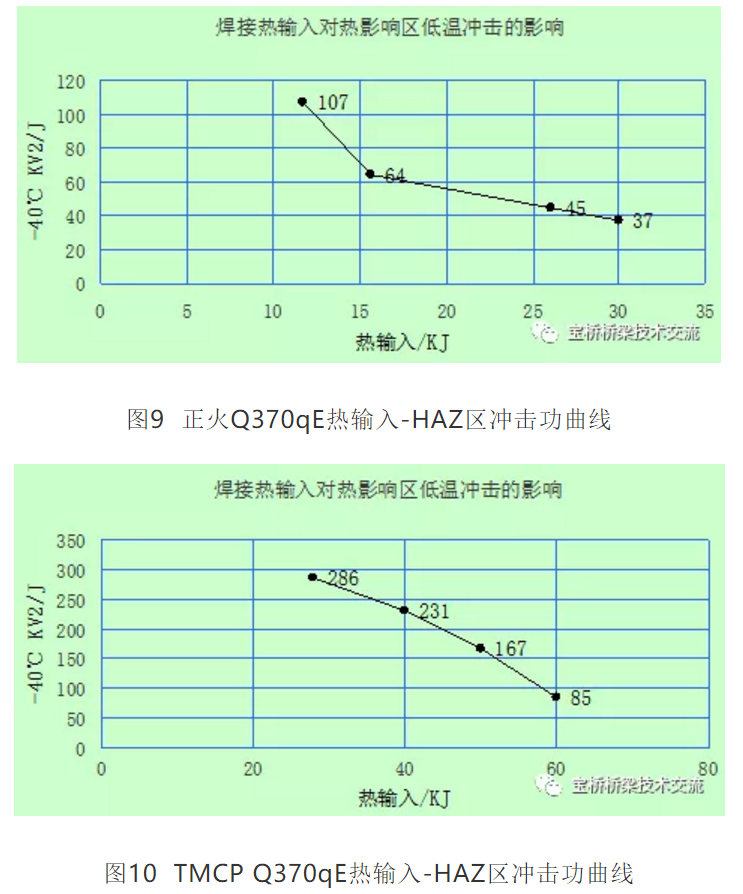
Q370qE两种供货状态钢板具有相同的组织(铁素体+珠光体),但组织形态大小却不同,这也决定了两种供货状态钢板的可焊性差别较大。两种供货状态钢板原材检验时低温冲击均有优异的表现,低温韧性都能达到120J以上,但经历焊接热循环后却表现出较大差别,如图9、图10。 可以看出,正火Q370qE对热输入敏感,焊接接头热影响区低温韧性损失严重,这也是正火钢普遍存在的问题。值得注意的是,相关资料表明正火状态供货的钢板在经历焊接或热矫正后,屈服强度及低温韧性存在不同程度的降低,一些强度及韧性储备不足导致钢板存在结构安全风险。 然而,以TMCP状态供货的Q370qE钢板相对具备较宽的工艺窗口,焊接热输入范围较广,工程师选择焊接方法的范围更宽泛,可焊性更好,建议采用TMCP供货状态。 3.2 钢板内应力对可焊性的影响 与正火钢板相比,TMCP状态供货的钢板由于其特殊的轧制工艺,钢板中存在不同程度的内应力,特别是30mm以上中厚板采用TMCP供货,其内应力极有可能在焊接加工过程中,发生不可预见的热变形甚至焊缝开裂。 某项目钢板Q370qE、板厚50mm、TMCP状态供货,裂纹敏感性试验时在预热80℃后焊接仍在焊缝根部产生开裂,如图11。钢板进行回火处理后预热80℃后焊接未产生开裂,如图12所示。 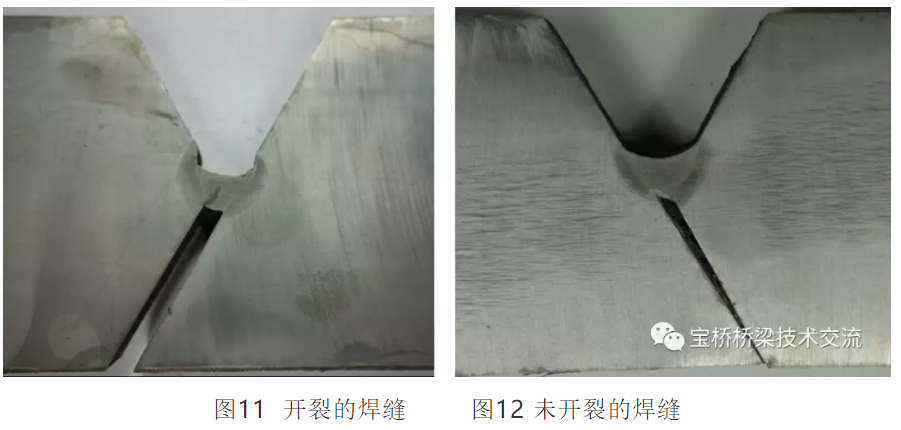
因此,对于以TMCP状态供货的钢板,需要对厚板(板厚大于等于32mm)增加回火消应力处理,以降低钢板内应力。特别是随着桥梁钢使用级别的不断提高,对高性能桥梁钢供货状态的要求应更为严格谨慎。 4 结语 现阶段是钢桥梁建设的高峰期,钢桥制造用钢板原材对桥梁加工制造的重要性可见一斑,具有良好可焊性的钢板可使焊接加工过程质量稳定,焊接接头可靠性更高。因此,桥梁设计阶段对桥梁钢供货技术条件制定非常重要,应加快TMCP高性能桥梁钢的推广应用,充分考虑其焊接加工过程的可焊性并在使用过程进行跟踪反馈,推动我国桥梁整体制造水平。 作者:吴江波 李彦国 张海涛 作者简介:吴江波,1982年出生,2007年毕业于西安工业大学焊接专业,高级工程师,中铁宝桥焊接专家,主要从事钢桥梁焊接技术开发工作。 来源:宝桥桥梁技术交流
|
| 上一篇:堆焊工艺概览 下一篇: |